
热门产品
MORE




分享数控滑台的精度测量方法
数控滑台在生产速率上有着明显的优点,通过多轴、多刀、多工序、多面或多工位的并行加工,其生产速率可以达到通用机床的几倍至几十倍。由于通用部件的标准化和系列化,使得数控滑台的配置愈加灵活,能够明显缩短设计和制造周期。
在近几年的机械工业发展机床行业中,数控滑台的技术也在不断革新。在原来的基础上,发展出了数控数控滑台,把普通丝杠替换成滚珠丝杠,铸铁的导轨面上也镶嵌了直线导轨,变速箱电机也替换成伺服电机,使得滑台可以进退自如。利用滚珠丝杠和直线导轨,能够获得较不错的精度。
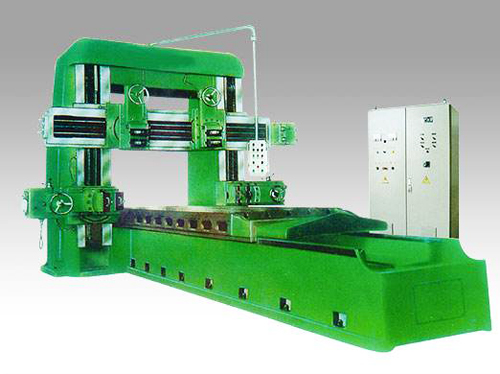
数控滑台的外形美观大方,刚性不错,性能稳定,是组合机床和自动线理想的动力部件。当滑台用于深孔加工时,还需要配备分级进给装置。
数控滑台的配置方式多样。根据机床结构布局形式,可以划分为龙门固定工作台移动式和龙门移动式。按横梁是否在立柱上运动,可以分为动梁式和定梁式两种;横梁在高架床身上移动称为高架式。按机床净重和工作台承载能力,可以分为轻型、中型和重型(超重型)等。
目前生产的主要规格范围是工作台宽度为800-5000毫米,长度为2000-28000毫米等各种规格尺寸段。需要注意的是,在2005年国内生产的龙门加工和数控滑台中,大部分的规格都集中在1000-2000毫米尺寸段,而大部分的品种几乎都是横梁固定工作台移动式。
相比之下,工作台宽度在3米以上,是宽度为4000-5000毫米的动梁式超重型龙门加工和数控滑台,技术难度大,技术含量较不错,目前国内只有少数几家能生产。
机械滑台作为铣床的基础结构,其功能,可以镗孔、切削、铣刨等多种功能。机床的整体结构包括工作台底座(可以根据客户的要求制作生产)、工作台面、传动丝杆等。这些机构简单且用途普遍。其中工作台和铣头滑座均采用移动进给型导轨,具有任意进给量和移动级的特点。本机床可以利用铣床滑座的垂直运动完成工件上、下端面定位,工作台水平移动加工。
数控滑台的精度测量法:
1、回转数控滑台的回原点精度
回转数控滑台回原点的作用同直线运动回原点的作用一样。数控机床回原点时,从7个任意位置分别进行一次回原点操作,测定其停止位置的数值,普通机床以测定值与理论值的大差值为回原点精度。
2、回转数控滑台的定位精度
以数控滑台某一角度为基准,然后向同一方向转动数控滑台,每隔30秒锁紧定位,选用标准。
3、数控回转数控滑台的失动量
数控回转数控滑台的失动量,又称数控回转数控滑台的反向差,测量方法与回转数控滑台的定位精度测量方法一样。
